


















































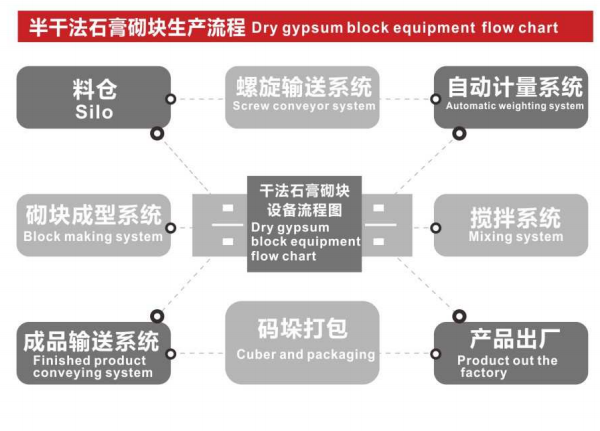
Plně automatická výrobní linka pro polosuché sádrové tvárnice
Plně automatická výrobní linka pro polosuché sádrové tvárnice
Ostatní zařízení
- Podrobnosti o produktu
Vlastnosti zařízení
Toto zařízení je unikátně navrženo, jednoduše ovladatelné, zabírá málo místa, nabízí vysokou rychlost výroby a vysoký výkon; jeho technologie je vědecky propracovaná a nahrazuje zařízení na výrobu sádrových tvárnic vyléváním. Výrobky dosahují všech výkonnostních parametrů převyšujících produkty vyrobené vyléváním.
Unikátní míchací režim, inteligentní senzorové dávkování vody pomocí sekundární atomizace. Přesný systém distribuce směsi, koordinované propojení kompresního poměru a tlaku, inteligentní elektrické řízení s jediným tlačítkem startu, tichá vysokotlaká práce, žádné sušení na vzduchu, uměle inteligentní paletizace a sběr tvárnic.
Srovnání a analýza polosuché formování sádrových tvárnic a tradičního formování fosforečných sádrových tvárnic
Tradiční fosforečné sádrové tvárnice jsou obvykle vyráběny vyléváním. Tento způsob výroby má vysoký poměr vody ke sádře, dlouhou dobu sušení a vyšší náklady. Neumožňuje škálovatelnou a kontinuální výrobu sádrových výrobků, nedokáže uspokojit potřeby stavebních projektů ani adaptovat se na masové využívání průmyslových vedlejších produktů sádry. Sádrové tvrdé těleso vytvořené vyléváním je sice lehčí, ale má dlouhou dobu sušení, nižší tvrdost a pevnost, vysokou míru poškození při manipulaci a nízkou uznávanost na trhu. Tyto faktory vážně omezují rozvoj využití fosforečné sádry ve stavebnictví, snižují celkovou účinnost využití tohoto zdroje a nepřispívají k zlepšení absorpční kapacity fosforečné sádry ani k celkové efektivitě souvisejících odvětví. Proto je snižování poměru vody ke sádře, redukce nákladů na sušení, zkrácení výrobního cyklu, zlepšení pevnosti a kvality výrobků a rozšíření jejich tržní přijatelnosti stálým cílem a touhou výrobců. U polosuché výroby sádrových tvárnic jsou hlavními surovinami stavební sádra a malé množství speciálních přísad vyvinutých společností Qisheng; tyto přísady upravují hydratační reakci a tvorbu krystalových jáder ve stavební sádře, čímž zajišťují optimální výsledky. Díky unikátnímu formovacímu procesu dochází k synergii mezi vodíkovými vazbami a krystalovými jádry během hydratační reakce, což zvyšuje pevnost tvárnic a jejich výkony překračují mnohonásobně požadavky normy JC/T698-2010 pro sádrové tvárnice. Klíčovým bodem polosuché technologie je snížení poměru vody ke sádře na asi 30 %. Tím je hydratační reakce intenzivnější než u tradičního vylévání, teplota je o zhruba 10 °C vyšší, což výrazně zkracuje dobu sušení. Během tohoto procesu se pomocí speciálních přísad provádí regulace krystalizace a rovnoměrné rozptýlení, aby byla hydratační reakce plně a správně probíhala. Tato polosuchá technologie se sníženým poměrem vody ke sádře umožňuje balení a skladování či expedici výrobků bez nutnosti sušení nebo věšení na vzduchu, čímž se výrazně zkracuje výrobní cyklus a náklady na výrobu sádrových tvárnic. Zároveň úspěšný vývoj přísady HF dodává sádrovým pojivům klíčové funkce regulace krystalizace, řízení tuhosti, rozptylu a ochrany, což umožňuje přizpůsobit složení podle konkrétních požadavků na výrobu i výkonnost. Polosuché sádrové výrobky mají vynikající vlastnosti, nízké náklady a rozšiřují možnosti využití sádrových produktů. Jejich aplikace je velmi široká – například výroba standardních cihel, dutých tvárnic, kombinovaných panelů, protipožárních desek, papírových sádrových desek atd. Protože polosuchá metoda využívá mechanizmus hydratačního tvrdnutí sádry a překonává koncept tradičního vylévání s ohledem na potřebu vody, lze ji v budoucnu využít i při výrobě antistatických podlahových sádrových jádrek a dalších tvrdých sádrových materiálů, což otevírá široké perspektivy rozvoje.
Speciální míchačka
Tato míchačka využívá německé technologie, nabízí plynulý celkový pohon, vysokou míchací účinnost a vysokou homogenitu směsi (bez mrtvých koutů), unikátní těsnění zamezuje úniku materiálu, je velmi odolná, snadno se čistí uvnitř a poskytuje dostatek prostoru pro údržbu.

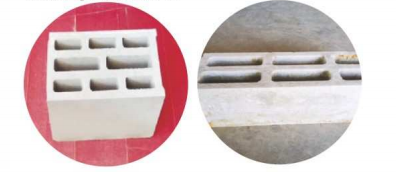
Vlastnosti polosuchých sádrových tvárnic
Dutost 52 %, skutečná hustota < 760 kg/m³, pevnost v ohybu > 5000 N, pevnost v tlaku > 5 MPa, koeficient změkčení > 0,7.
Cílová skupina
Závody na recyklaci fosforečné sádrové suroviny, výrobci nových stěnových stavebních materiálů, výrobci montovaných příček, společnosti zpracovávající průmyslové vedlejší produkty sádry, dodavatelé stavebních příček, zahraniční nakupující ekologických stěnových materiálů, dodavatelé montovaných stavebních projektů.
Oblasti použití
Masová výroba sádrových příček pro ne nosné stěny v interiérech budov
Projekt recyklace a znovuvyužití fosforečné sádrové průmyslové odpadu na chemických pracovištích
Výroba lehkých příček pro montované domy a hotelové apartmány
Zpracování protipožárních příček a speciálních protipožárních sádrových desek na stavbách
Předpracování surovin pro papírové sádrové desky a tvrdé sádrové substráty
Předpracování a důkladné zpracování antistatických podlahových sádrových jáderek
Řešení problémů průmyslového sektoru
Řešení tradičních problémů výroby sádrových tvárnic vyléváním – vysoký poměr vody ke sádře, dlouhá doba sušení, velká náročnost na prostor a vysoké energetické náklady
Překonání starých problémů s nízkou pevností vyléváním, vysokou citlivostí na poškození, velkými ztrátami při skladování a dopravě a nízkou uznávaností na trhu
Odstranění nedostatků spojených s nedostatkem masového využití průmyslové fosforečné sádry, problémů s hromadným znečištěním a nízkou účinností recyklace, jakož i tlaku na dodržování environmentálních předpisů
Řešení problémů tradiční výrobní linky – množství ručních operací, závislost na zkušených dělnících, vysoké náklady na zaměstnance a nestabilní kapacita
Řešení nedostatků tradičních sádrových výrobků – slabé odolnosti proti vodě a vlhkosti, nízkého koeficientu změkčení, nedostatečné vhodnosti pro použití ve vlhkých stěnách budov
Řešení problémů tradičních technologií – neschopnosti kontinuální a masové výroby, nedostatku schopnosti dodávat velké objemy pro montované stavební projekty
Hlavní hodnota při uvedení produktu na trh
1. Úspora nákladů: eliminace nákladů na sušení, věšení na vzduchu, infrastrukturu, sušicí zařízení, energie a paliva; snížení více než o 30 % nákladů na pozdější provoz a výrobu; automatizace výroby výrazně snižuje počet zaměstnanců a dlouhodobé náklady na personál.
2. Kvalitativní přínos: výrobky s vysokou pevností, odolné proti poškození, s nízkou nasákavostí a odolné proti vlhkosti; minimální riziko poškození při manipulaci a instalaci; vyšší cena než u tradičních sádrových tvárnic vyléváním; snadné přijetí zakázek na luxusní montované příčky.
3. Ekologický přínos: efektivní recyklace průmyslové fosforečné sádry, vysoká účinnost využití odpadu, soulad s nízkouhlíkovými politikami stavebních závodů a ekologickými předpisy pro využití odpadu; bezproblémové celní a inspekční procedury pro zahraniční projekty.
4. Kapacitní přínos: jediné tlačítko pro inteligentní výrobu, formování bez nutnosti čekání na zrání; krátká výrobní linka, rychlé otáčení; schopnost přijímat a vyrábět větší objemy po celý rok, rychlejší návrat investic.
5. Dlouhodobý přínos: jedno zařízení může vyrábět různé druhy sádrových stavebních materiálů; v budoucnu lze rozšířit o nové produkty – antistatické sádrové jádky, tvrdé sádrové substráty – čímž se rozšiřuje obchodní linie firmy a zvyšuje opakovatelnost využití zařízení.
Časté dotazy (FAQ)
Q1: Jaký je hlavní rozdíl mezi polosuchou a vyléváním výrobní linkou?
A: Naše linka má poměr vody ke sádře až 30 %, vyšší teplotu hydratační reakce, formování bez nutnosti sušení a věšení na vzduch, vysokou míru automatizace; vylévání má vysoký poměr vody ke sádře, nutnost dlouhého sušení, nižší kapacitu a horší výslednou pevnost.
Q2: Splňují výrobky mezinárodní standardy pro použití sádrových stavebních materiálů?
A: Všechny výrobky překračují národní normu JC/T698-2010 pro sádrové tvárnice, mají stabilní fyzikálně-chemické vlastnosti a odpovídají mezinárodním standardům pro stěnové materiály.
Q3: Lze zařízení používat k výrobě z průmyslové fosforečné sádry?
A: Zařízení bylo vyvinuto speciálně pro recyklaci průmyslové fosforečné sádry; s přidáním speciálních přísad lze vyrábět větší objemy průmyslového odpadu.
Q4: Je nutné po formování tvárnic sušit a věšet na vzduch?
A: Ne, po vysokotlakém formování se přímo AI paletizuje a balí do skladu, čímž se eliminují všechny procedury sušení a věšení na vzduch.
Q5: Jaké výhody má doplňková míchačka?
A: Německá technologie pohonu, míchání bez mrtvých koutů, těsnění zabraňující úniku materiálu, snadná údržba, vysoká homogenita směsi; ideální pro precizní míchání při nízkém poměru vody ke sádře.
Related Products


 Domů
Domů Tel Consultation
Tel Consultation TOP
TOP