



















































Výrobní linka na pěnové tvárnice
Výrobní linka na pěnové tvárnice
Zařízení na výrobu pěnových cementových výrobků
- Podrobnosti o produktu
Klíčové výhody: pět hlavních předností, které přetvářejí model výroby tvárnic
1. Široké zdroje surovin a výrazná nákladová výhoda
Zařízení je vysoce kompatibilní s různými druhy surovin a může využívat širokou škálu průmyslových odpadů jako hlavní výrobní suroviny, například uhelný popel, důlní odpad, průmyslové odpady nebo kamenný prášek. V Číně jsou tyto suroviny snadno dostupné a levné; tím se dosahuje jak recyklace průmyslových odpadů, tak výrazného snížení nákladů na nákup surovin, což přináší podnikům výraznou nákladovou výhodu a zároveň podporuje ekologicky šetrný přístup k výrobě.
2. Malý investiční rozsah, vysoká efektivita návratnosti
3. Ekologický a energeticky úsporný proces, nízkouhlíková a šetrná výroba
Zařízení využívá technologii bezautoklávové výroby, čímž odpadá tradiční fáze výroby pod vysokým tlakem v autoklávu. Tím se výrazně snižují spotřeby elektrické energie a uhlí, omezují se emise oxidu uhličitého a dochází k ekologicky šetrné výrobě. Proces výroby nevytváří žádné odpadní vody ani plyny, navíc většina surovin pochází z průmyslových odpadů, což umožňuje dosáhnout dvojího cíle – recyklace zdrojů a nízkouhlíkové výroby – a odpovídá směru národní environmentální politiky.
4. Autonomní klíčové technologie, vynikající vlastnosti výrobků
5. Plně automatizované řízení, efektivní a bezstarostná výroba

II. Kompletní výrobní proces: plně automatizovaný a efektivní
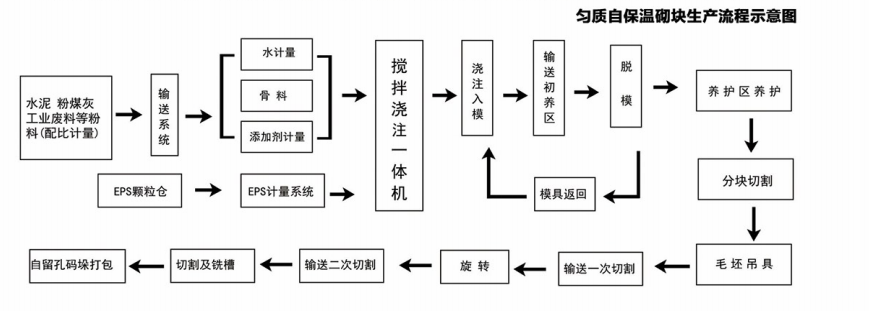
Výroba homogenních samoizolačních tvárnic probíhá v plně automatizovaném uzavřeném cyklu, kde jednotlivé fáze plynule navazují na sebe. Konkrétní postup je následující:
- Dávkování a doprava surovin: Práškové suroviny jako cement, uhelný popel a průmyslové odpady jsou přesně dávkovány pomocí systému dávkování a následně dopraveny do míchacího zařízení, aby bylo zajištěno přesné a kontrolovatelné dávkování surovin. EPS granulky jsou dávkovány samostatně.
- Míchání a lití v jednom kroku: Po přesném dávkování vody, kameniva, přísad a EPS granulí jsou všechny suroviny současně přivedeny do míchacího a litíčního zařízení, kde jsou rychle promíchány a vzduchem nadýchané, čímž vzniká rovnoměrná lehká pěnová hmota, která zajišťuje dokonalé promíchání a rovnoměrné pěnění.
- Doprava a počáteční vytvrzování: Po nalití hmoty do forem je hmota dopravena do zóny počátečního vytvrzování, kde se tvárnice předběžně ztuhly a zformovaly, čímž se připraví pro následné odformování.
- Odformování a vytvrzování: Po ukončení počátečního vytvrzování jsou tvárnice odformovány a převezeny do zóny vytvrzování, kde se pomocí přírodního nebo pomocného vytvrzování zvyšuje jejich pevnost a stabilita.
- Řezání a finální zpracování: Po vytvrzování jsou hrubé tvárnice jednou, dvakrát řezány a frézovány, čímž vznikají hotové tvárnice přesných rozměrů. Nakonec jsou uloženy na palety s vlastními otvory a připraveny k balení, čímž je celý výrobní proces ukončen.
- Cyklické využívání forem: Po odformování jsou formy dopraveny zpět do míchacího zařízení, kde jsou opětovně použity, čímž se zvyšuje efektivita výroby a snižují se náklady na opotřebení zařízení.
- Celý proces probíhá bez přímého lidského zásahu, vše je plně automatizováno a spojeno v jednu kontinuální operaci, což zaručuje vysokou efektivitu výroby i konzistentní kvalitu výrobků.
Related Products


 Domů
Domů Tel Consultation
Tel Consultation TOP
TOP